It is the sorting that counts








Its main components are sand, soda and lime, with potash and feldspar being added in small amounts. Exactly – we are talking about glass, which is to be found nearly everywhere – as glass bottles, drinking glasses, window glass ... and what is brilliant about this raw material is: it can be recycled to 100 %, time and again, and can thus be used as secondary raw material. Every glass bottle consists of 60 % to 90 % clean waste glass. To achieve this, the collection, cleaning, processing and highly pure sorting by color is required. One of the companies that combine glass recycling with cutting-edge technology is the Tönsmeier Wertstoffe GmbH & Co. KG in Petershagen-Lahde.
The factory at this location is part of the Tönsmeier Group: the family business works as an environmental service provider with a wide service range throughout Europe. More than 3500 employees serve municipal clients, entities of the German “Duales System” and consumers from industry with a total of 1100 vehicles. Tönsmeier makes an important contribution to the conservation of resources with more than 30 processing, sorting and recycling plants. The head office is in Porta Westfalica – the place where in 1927 Karl Tönsmeier also established the Bahnamtliche Spedition.
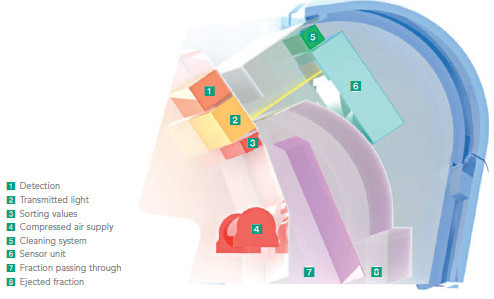
In addition to the plants in Neuburg on the Danube (an investment company) and Ruda S´ la˛ska in Poland, the works in Petershagen-Lahde is one of the three locations where the Tönsmeier Group deals with the processing of glass. The company in Northrhine- Westfalia is one of the most modern locations for the sorting of hollow glass in Europe. The latest reconstruction, which also comprised an extension of the existing premises, took place in 2014. In order to improve the sorting quality and to obtain a sorting result free of impurities and with high purity in color, the company invested in sensor-based sorting machines, mainly for fine grain sorting, in drying systems and label removers. The core elements of the plant are 10 three-way sorting machines of the “Clarity” series – an optical sorting system from Binder+Co – as well as two “Clarity” fine grain sorters of the fourth generation, the latest of these systems. In fine-grain sorting, up to 100 000 detections per minute are processed and undesirable particles are ejected via a valve by jets of 3 bar compressed air, with a distance of only 3 125 mm between the individual valves.
Binder+Co supplied a complete turn-key line. Following the pre-separation of metal and the preliminary sorting, where coarse impurities and foreign matter are manually sorted out, the glass is passed to the coarse preliminary screening via a bar screening machine. The glass is crushed by means of double roll crushers and then dried in two-stages.
Erika Böchheimer, Sales Manager, Environmental Technology/Recycling at Binder+Co, who comanaged the project, explained the advantages and the particular process control of this two-stage drying process: “Maybe at the beginning, the introduc tion of a two-stage drying process is a bit difficult to understand – that installing two dryers would lead to energy savings. The drier the glass, the easier will be the sorting and screening of the fines, and the sorting machines achieve better separation results. Also, the organic components can be better separated. In the first stage, the glass is pre-dried with hot air at 180 °C. Afterwards, the material is conveyed to the label remover, then the fines of 0-6 mm are sieved. The humidity is hidden in the fine fraction and in the organic matters. This portion is then dried again at higher temperatures of about 250 °C to reach a humidity of 0.2 %. The coarse fraction does not need to be completely dry to allow for further processing. In a drying process with only one stage, the coarse and the fine grain fraction must be dried together to < 20 %, which, of course, requires more energy. With the two-stage drying we could include our fine sorting line, which enables us to really sort fine particles of up to 2 mm. Of course, it is a great benefit for the customer that he can now process and sell this fine portion that he was unable to sort so far.”
The dried material is then passed to the sorting station. Metals are separated via eddy-current separators and magnetic separators, respectively. Due to the presorting of the glass colors white, brown and green, the sorting efficiency and the throughput of the plant can be considerably increased. In this plant, the sorting of the off-colors takes place, i.e. one main color is operated and only the two other colors are sorted out. For this reason, a pre-sorting as pure as possible in the collection containers available to the citizens contributes decisively to sustainable and energysaving glass processing, emphasizes Marya Brandt, Operations Manager of the Tönsmeier Wertstoffe GmbH & Co. KG.
As a result of this reconstruction process, the quality of the cullets could be considerably improved and the production of the ready-to-melt end product increased significantly. In the work in Petershagen, also flat glass is recycled in a separate recycling plant. The editors of recovery took this new building as an occasion to talk with Peter Berlekamp, Managing Director of the Tönsmeier Wertstoffe GmbH & Co. KG about the Tönsmeier company and the new plant in Petershagen-Lahde as well as glass recycling in general.
recovery: Today, we are here on the occasion of the recycling plant modernization – since when does the location Petershagen-Lahde exist?
Peter Berlekamp: The glass recycling plant in Lahde has been in existence for 20 years. Here, in 1995, we began with the glass sorting, namely with the sorting of hollow glass. Since 2008 we have also been sorting flat glass, car windows, window panes, i.e. so-called insulated glass or laminated safety glass in a separate plant.
recovery: What is the throughput here per day or year?
Peter Berlekamp: 200 000 tons per year can be handled in this plant.
recovery: When did you start the reconstruction work?
Peter Berlekamp: In 2011 the glass drying and a few sorting components were installed, the last modifications were done in 2014.
recovery: Why had the reconstruction become necessary – it has certainly been a considerable financial commitment?
Peter Berlekamp: In recent years the quality demands of the glassworks have increased, that’s why we undertook this investments to ensure a long-term product quality, economic improvements and increasing the economic efficiency through off-color sorting.
recovery: This was achieved by the new sorting plants?
Peter Berlekamp: Through the reconstruction we now have one of the most modern glass sorting plants in Europe. Today, we are able to separate the three ready-to-melt colors white, brown and green in one processing step.
recovery: Who are the purchasers of the end products and which quality criteria do the products have to meet?
Peter Berlekamp: The purchasers are the glassworks who substitute primary raw materials by recyclates. The requirements of the glassworks for the recyclates are very high. The limits for ceramics, stones and porcelain (CSP) are 20 g/t, for iron containing metals 2 g/t and non-ferrous metals 3 g/t. They must not be exceeded. Additionally the white glass has to have a colour purity of 99, 7 %.
recovery: Following the practical test – did the plant prove its worth, did it meet your expectations?
Peter Berlekamp: Regarding the glass output our expectations were exceeded. The CSP value lies significantly under the required maximum value. Also our costumers confirm the positiv development: recently Tönsmeier was listed as top supplier by one of the major European glass manufacturer.
recovery: This means, the plan worked out?
Peter Berlekamp: Yes, we are very satisfied with the result of the plant modifications. Through the considerably better quality and hence by the increased efficiency of our recycling plant as well as the successful operating plant the investment is positive.
recovery: Thank you for the interesting insights into the world of glass recycling!
Author/Autor
Dr. Petra Strunk, Editor in chief of the magazine recovery