With the right recycling technology to highest quality
 © Reinhard Bauer
© Reinhard Bauer
 © Google, Maxar Technologies, Kartendaten 2019r
© Google, Maxar Technologies, Kartendaten 2019r
 © Reinhard Bauer
© Reinhard Bauer
 © Reinhard Bauer
© Reinhard Bauer
 © Reinhard Bauer
© Reinhard Bauer
 © MAS-Austria
© MAS-Austria
 © MAS-Austria
© MAS-Austria
 © MAS-Austria
© MAS-Austria
 © Reinhard Bauer
© Reinhard Bauer
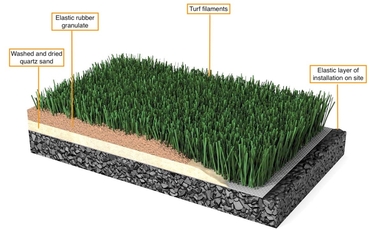
The Bulgarian plastic recycler Kaskada manufactures high-quality regranulates (Fig. 1) in a highly professional and well-organized way, which reach or exceed new-goods qualities. The family business was founded in 1990 in Plovdiv and moved to the nearby Tsaratsovo in 1994.
The company founder is Kostadin Nikolov, the father-in-law of today‘s production manager Daniel Nedev. In 1990, the company was founded as a trading company for polymers, but in addition to this, the company also developed recycling equipment for polymers. The first recycling machines were extruders made in Bulgaria as well as used mills and shredders from Germany. In order to increase the quality of the products, the company made its own developments and improved the machinery and equipment. As the storage of virgin material, incoming quantities of old plastic used, regranulates and processing plants went beyond the capacity of the existing company premises, they moved to their present location outside the urban area in 1994 (Fig. 2).
Step by step into the quality niche
Both the new goods business and the volume of production waste grew in subsequent years. After all, in Bulgaria and in all other Eastern European countries, Bulgarian production grew and subsidiaries of many large international industries were positioned, which greatly increased the use of plastics. Since other entrepreneurs also had the idea of recycling plastics, company boss Daniel Nedev began to focus even more on quality.
Daniel Nedev in an interview: „Plastic incineration is not the only and not the best solution for plastic waste, because it leads to further problems, such as air pollution, etc. It should be the absolute exception, but unfortunately this happens too often, today. This is just as much a waste of resources as is the limitation of recycled plastics to the production of garbage bags and other low-quality products. Right from the beginning, we had set ourselves the goal to prove that we could do better and that waste plastics can be „upcycled“ into competitive high-quality raw materials.”
To realize this vision, the personal commitment of the company founders and the systematic accumulation of experience was needed. The starting point for this were purchase contracts with industrial partners for the acceptance and processing of their production waste, which could again be returned into their production cycle. These mainly included wastes from extrusion and products made from extruded sheets, for example deep-drawn housings from refrigerator production (Fig. 3).
The next step was the entry into the processing of films and fabric sacks of various origins. The fact that the achievable recycling qualities are directly dependent on the cleanliness and purity of the raw materials was a trivial finding. In order not to have to make concessions, they invested in efficient combinations of shredders and car washers right from the start. Today, all film and fabric flakes processed by Kaskada are processed in a washed state.
The flakes leave the washing plants with an adherent residual moisture of between 6 and 8 % (Fig. 4). This moisture content must be further reduced prior to the actual extrusion processing. In case a cutter-compactor/single-screw extruder recycling plant is used, this reduction is possible, to a certain extent, in the cutter compactor, i.e. by the frictional heat generated there between the plastic flakes, which lets the moisture evaporate. Experience has shown that these systems lead to good regenerate qualities, however not in all cases.
Kaskada CEO Daniel Nedev said: „Since the single-screw extrusion plants have very long L/D ratios in the range of 45 to 52:1, the regenerate must travel a very long distance from the feed zone to the granulation station. Due to the integrated melt filtration, this distance is additionally extended. The temperature increase in the melt increases with the path length – on the one hand, due to the heat transfer from the cylinder heater, on the other hand, due to the transverse and longitudinal flow friction generated in the screw channels. The latter may well be influenced, i.e. restricted by the rotational speed of the screw, however, it depends to a large extent on the specific properties of the polymer.
With our desired throughput, the melt arrives at the granulation station at an elevated mass temperature, namely at around 40 to 60 °C higher than desired. This is too much to speak of gentle processing, and the consequence is that the material parameters are worse than expected due to a presumable degradation. Although we are able to compensate for the degradation effects within certain limits by mixing different input material qualities, this is not a satisfactory solution for us. That‘s why we started searching for alternatives.“
Material protection and quality increase through MAS recycling concept
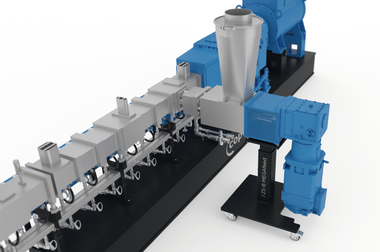
Daniel Nedev continues: „This alternative was offered by the Austrian MAS (Maschinen- und Anlagenbau Schulz GmbH) in the form of a cascade extrusion plant from the MAS-specific conical twin-screw extruder with co-rotating screws equipped with a MAS disc filter and a single-screw degassing extruder, followed by a granulating unit. About two years ago, we ventured into the fundamentally different system technology „(Fig. 5).
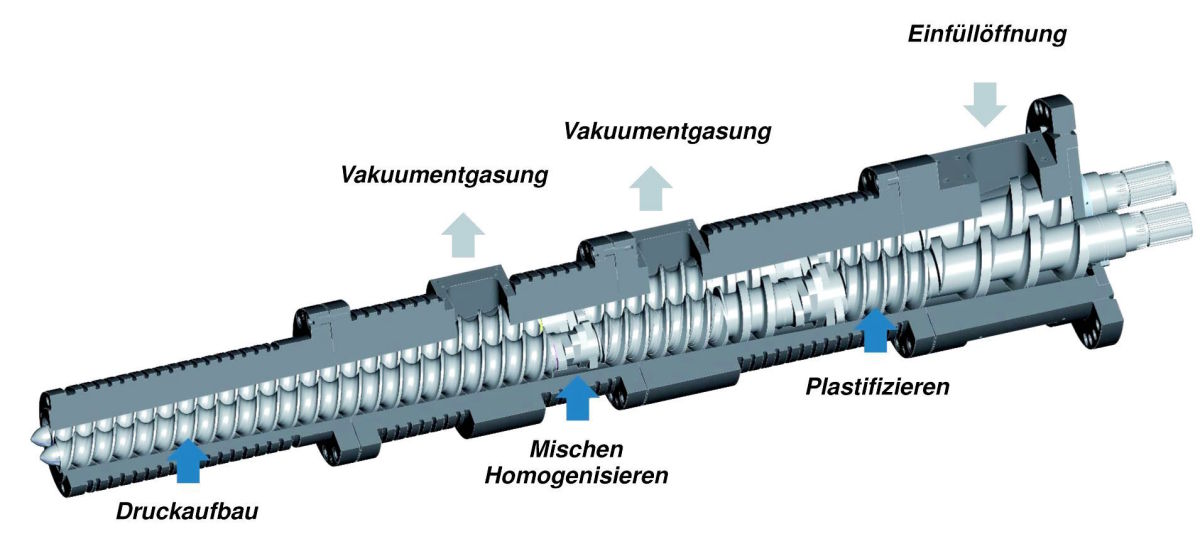
This system does not require the cutter compactor to feed the film flakes to the extruder, as the conical twin-screw extruder offers good conditions for the efficient collection of materials with low bulk density, without having to agglomerate them beforehand (Fig. 6). The large feed opening allows efficient intake of both virgin and recycled plastics with low bulk density. In any case, the subsequent plastification is very gentle and homogeneous. This creates the best conditions for the separation of impurities by means of degassing and filtering.
Previously, the film flakes coming from the washer pass, if required, a MAS drying centrifuge (DRD dry cleaner). The flakes sucked in batch-wise are forced through a 2-stage rotor into a turbulent hot air flow, where they are dried in a hot-air stream and then fed to the extruder via a gravimetric dosing system. The resulting friction heat vaporizes moisture, removes dirt particles and separates them by centrifugal and gravitational force (Fig. 7). Due to the conical twin screws, the plasticizing section of the MAS extruder is significantly shorter than that of a single-screw extruder; and due to its special geometry and the synchronicity of the screws, it is particularly gentle, because the plasticate is less stressed by shearing. The shorter path of the melt leading through the significantly shorter but more extensive extruder offers, in addition to the lower application of heat, the beneficial side effect of a significantly lower energy requirement for plasticization.
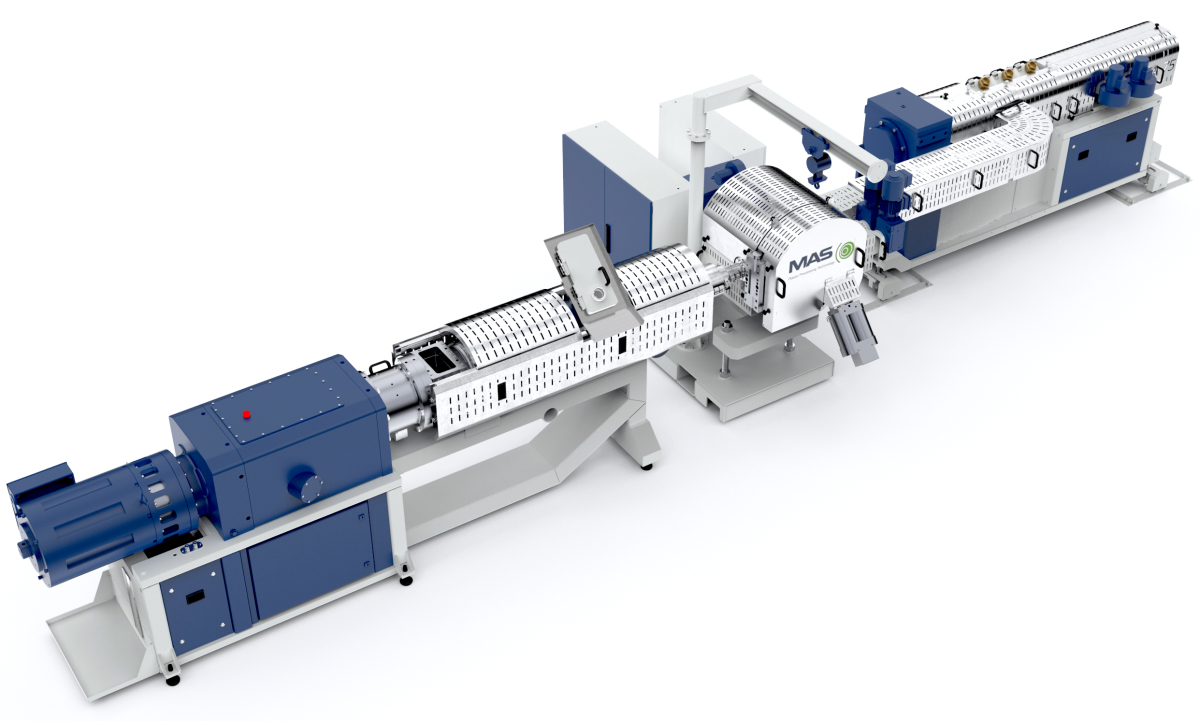
After the conical twin-screw extruder, the melt passes through the likewise MAS-specific, continuously operating disc filter system, from where it is forwarded into the subsequent degassing extruder (Fig. 8). At the end, after an overall shorter residence time and with a much lower melt temperature of 160 to 210 °C, the recyclate reaches the granulation unit.
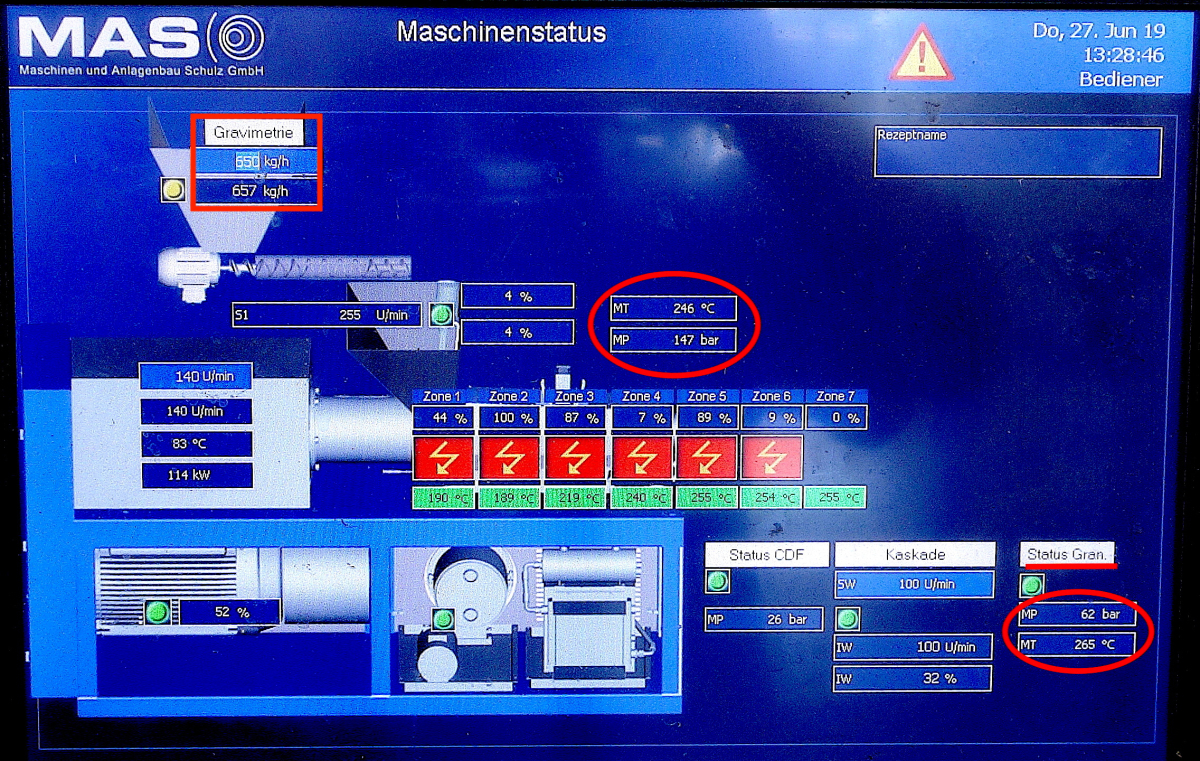
In the special case, the result of the quantitative comparison between the existing systems and the MAS cascade extrusion technique showed that the MAS system is able to convert PE film flakes in a high-quality recyclate requiring much lower specific energy expenditure than the other existing regranulation systems (just 0.34 kW/kg at a throughput of 650 kg/h) (Fig. 9).
The overall lower shear and temperature load leads to a comparatively higher quality level, which is substantiated by the determination of the mechanical parameters. In addition, the most obvious features are better transparency, lower yellowing and lower odour emission as well as significantly higher tensile and puncture resistance.
MAS recycling concept pays off
Investing in MAS equipment technology has been financially rewarding for Kaskada. For the HD and LDPE recycled granulates produced there, for example, customers mainly situated in Germany, France, Austria and Spain are willing to pay around 50 to 80 €/t, as the Kaskada boss confirms. And he adds: „But we can achieve even higher quality levels through the selective mixture of input materials, whose qualities are very well known to our employees now. This enables us to raise the quality of the final product to a certain desired level. This may even be due to the quality of the new goods. This is our contribution to an increase in the acceptance of recycled materials that would otherwise end up in incineration or landfill.“
Working together on the future of recycling
Since even proven plant technology still offers room for improvement, an exchange of ideas between MAS and the Kaskada technicians takes place at regular intervals. The experiences and wishes from production are included in the machine development. In this sense, Plovdiv 2019 was not only the European Capital of Culture, but also a hot spot for recycling technology.