Palm Paper sets new standards for paper sorting in England
 Credit/Quelle: Entsorgungstechnik Bavaria GmbH
Credit/Quelle: Entsorgungstechnik Bavaria GmbH
 Credit/Quelle: Entsorgungstechnik Bavaria GmbH
Credit/Quelle: Entsorgungstechnik Bavaria GmbH
 Credit/Quelle: Jörg Brödner
Credit/Quelle: Jörg Brödner
 Credit/Quelle: ROWE GmbH
Credit/Quelle: ROWE GmbH
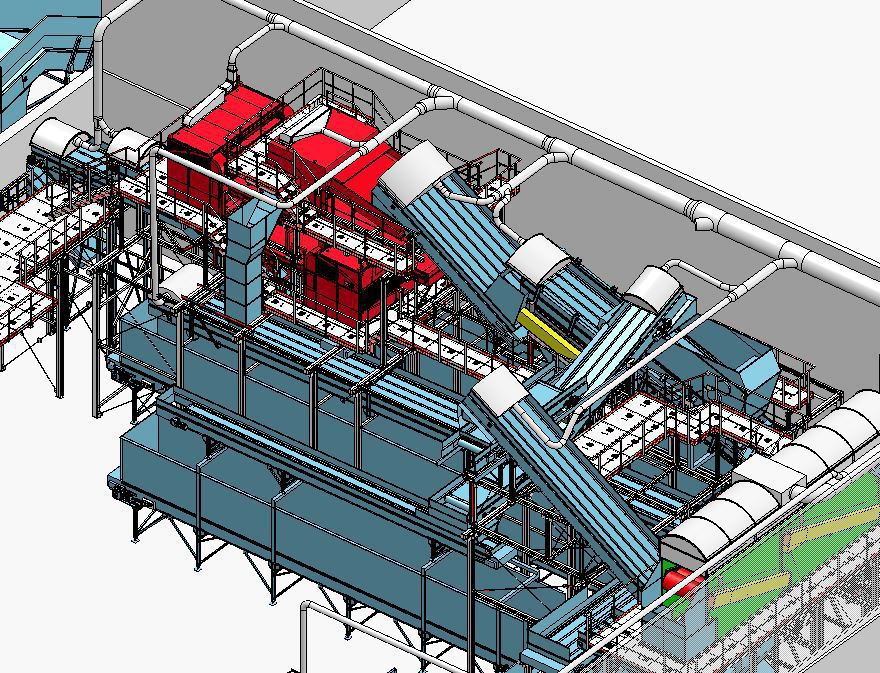
After intensive joint preparation, Palm Paper is building a new paper sorting plant for the production of deinking waste paper in King‘s Lynn, northeast of London, directly next to the existing paper mill. With this investment decision Palm Paper deepens its commitment in the UK. The sorting plant is designed to process around 200 000 tons of recovered paper per year.
In addition to consistently final quality, the objective of the plant is optimum efficiency and fully automatic sorting operation. In order to define the optimum plant configuration for an efficient sorting plant, specifically matched to the input material provided, the Palm paper mill, headquartered in Aalen/Germany, together with Entsorgungstechnik BAVARIA GmbH, have already carried out tests on several paper sorting plants with English recovered paper collected in advance.
The main focus was on the composition of the input material, detection of impurities and automatic sorting out of foreign substances in order to generate the highest possible proportion of white or deinkable paper in high quality from the input material. The particular challenge was to achieve a comparatively good final quality despite poorer input material than usual in Germany.
The plant will be equipped with state-of-the-art sorting technology. This includes a BAVARIA dosing hopper as the first step of the preparation line, as in many plants. This ensures a continuous and well separated material output for the following sorting steps. The more evenly the material flow is distributed to the conveyor belts, the better is the sorting result on the subsequent sorting units.
In the field of coarse and fine screening, Palm relies on the BHSt disc screens, which have been tried and tested in paper screening for years. Due to the BAVARIA waste disposal technology, which has been installed throughout Europe for many years, the ideal screen configuration consisting of coarse and fine screens could be determined. Even at high throughput rates, these machines are very compact due to the screening technology used and guarantee excellent screening results.
The latest generation of near infrared machines of the Redwave „2i“ series ensures high final quality. The combined visual and NIR detection system can detects grey, brown and printed cardboards as well as non-paper materials and removes them from the deinking stream using compressed air. The new generation of these machines offer a more accurate and faster material recognition due to the new sensor technology. The highlight of the sorting system is that this system will manage the sorting task without handsorting.
To achieve this, BAVARIA has developed the MAX POS process optimization system together with the paper technology foundation pts and in cooperation with the near-infrared machine manufacturer Redwave. This means permanent quality monitoring and optimization during the entire sorting process through real-time monitoring. Online monitoring collects real-time information on material data, sorting parameters and the current quality status. The automatic information about changes in the material composition and material flow provides an early warning. Reliable data on material, plant, processes and influencing factors as well as recording of statistic data and trends provide the operator with support in operating procedures and greater long-term reliability. This leads to a sustainable increase in efficiency and maximum reliability of results.
The plant is equipped with a state-of-the-art dedusting system to prevent any dust accumulation. Extraction points are provided at all neuralgic points. The transport air of the dedusting plant is cleaned in a clean air filter and returned to the sorting hall with a cleanliness of 99.8 %. This dust reduction step serves not only to increase the quality of work but also to prevent fire hazards. Additional operational safety is provided by online monitoring of the unit states, e.g. storage temperature monitoring. In addition to the positive effect of preventive maintenance, this increases fire protection precautions.
Against the background of declining demand from China and efforts to improve the quality of recovered paper as a raw material, this Palm Paper plant offers special opportunities for sustainable recycling.